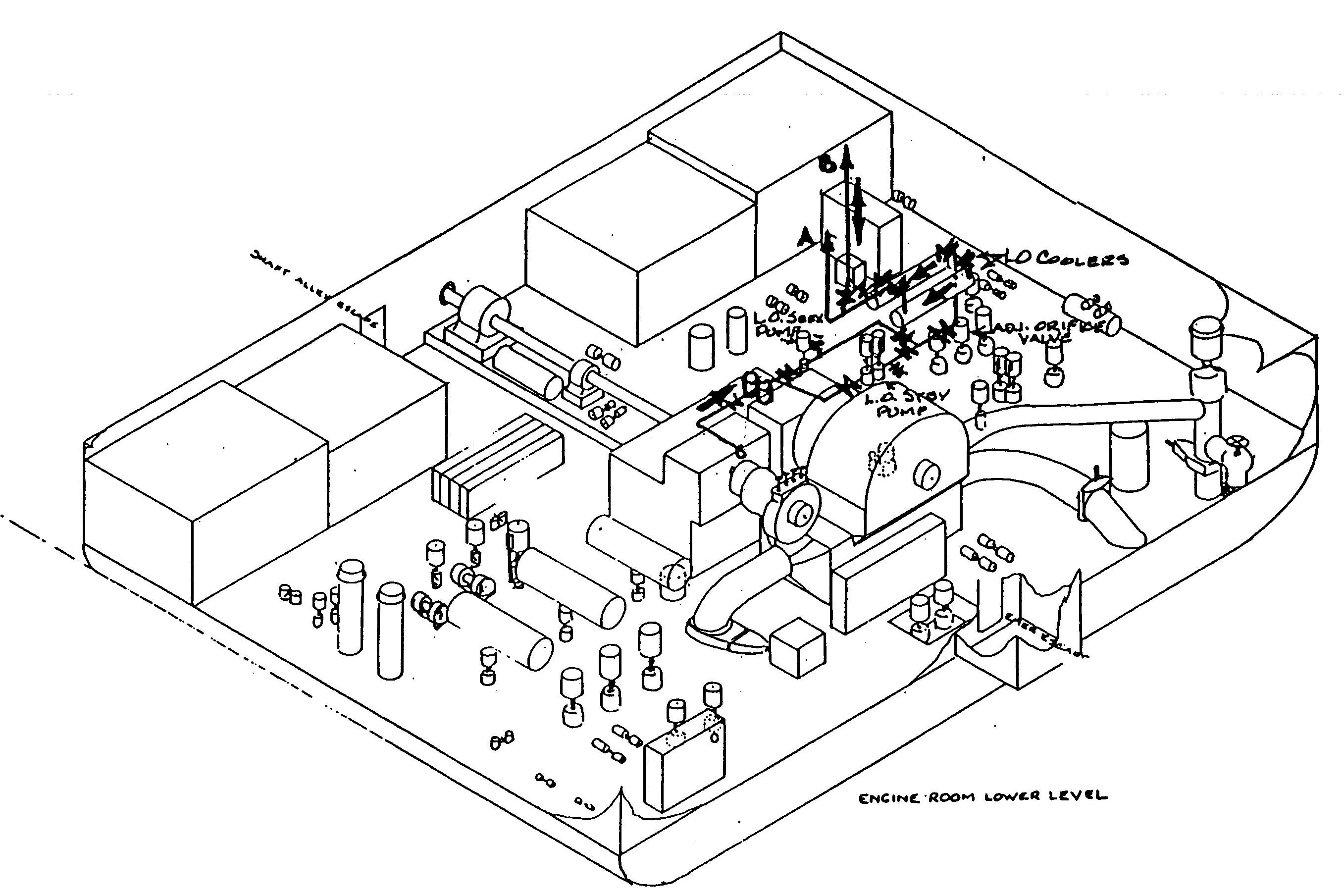
Main Lube Oil System, lower level
Patriot State was the training ship of the Massachusetts Maritime Academy from 1986 to 1998.
The primary function of the Lube Oil system is to supply lubricating oil at the proper pressure and temperature to the main propulsion turbines and reduction gears. The lube oil not only lubricates the machinery, but it also cools and helps reduce rusting. Secondary functions include purifying oil that has become contaminted and transferring oil to or from the sump tank, gravity tank, storage tank, settling tank, sludge tank, or deck connections.
The lube oil service system is provided with two lube oil service pumps. One vertical rotary, motor driven and one reciprocating pump connected so that one unit is available for standby operation while the other unit is supplying the system. The lube oil service pump has a capacity of 435 gpm and lube oil standby 450 gpm, at a discharge pressure of 57.5 psig, and one pump by itself is capable of supplying the entire oil requirements of the main propulsion unit under any power conditions.
The lube oil system is provided with two coolers, either of which is capable of handling the full requirements of the system with the other on standby. These coolers are of the single pass, shell and tube type capable of cooling 435 gpm of oil, with a viscosity of 500 SSU at 100° F., when supplied with 470 gpm of sea water at 85° F. Note that oil pressure is greater than sea water pressure.
The coolers are mounted in parallel and the piping arranged so that either unit may be by-passed. There is a drain connection from each cooler to a common drain line terminating in the main sump tank. A 5 pound steam connection is provided in the inlet head of each cooler to allow for the warming of the oil, if necessary, prior to starting up the main propulsion unit. Steam for this purpose is supplied via a temporary hose from the auxiliary exhaust and bleeder steam system.
Storage tanks are of welded steel construction and large enough to hold at least one complete change of oil for the entire system. One storage tank of 3600 gallon capacity may be filled from the service pump discharge or the deck connections. The tank, which contains only clean oil, may also be filled with oil from the purifier discharge. The tank is equipped with a vent to the atmosphere, a pneumatic type level indicator, a sound tube, and an overflow line which discharges to the main sump tank via an open funneled line.
A 3600 gallon settling tank is installed as part of the lube oil system. The tank is of welded steel construction and has enough capacity to hold all the oil from the entire system. The bottom is sloped to facilitate drainage to the purifier and sludge tank, with a high drain connection to the main lubricating system. The steam coils are fitted to heat the oil for settling purposes. The tank is normally used when settling oil during batch purification. The tank is provided with thermometer, vent, pneumatic type level indicator as well as a sounding tube, heating coils, and an overflow line which discharges to the main sump tank via an open funneled line.
The 1800 gallon gravity tank is also of welded steel construction and located in the engine room at sufficient heights to maintain 10 psi oil pressure at the highest bearing. The gravity tank must carry at least three minutes supply of oil below the overflow pipe connection, when the machinery is operating at maximum continuous power. This reserve oil is to allow time to stop the shaft in the event that the lube oil pumps fail. The overflow pipe connection is located at a height equal to 3/4 the tank capacity. The tank is fitted with a suitable alarm to give warning of low oil supply. The tank is equipped with a vent, a pneumatic type level indicator as well as a sounding tube, low level alarm, and a continuous overflow drain to the main sump tank. The continuous overflow to the sump is discharged through an illuminated sight flow fitting, called a bulls eye, visible from the operating platform.
The main sump is built into the ship's structure and is located below the reduction gear casing. The tank is of sufficient size to hold all the oil from the gravity tank plus the oil in the system. The normal working capacity of the sump tank is 1364 gallons, with a maximum capacity of approximately 3600 gallons. The tank of steel construction, is fitted with baffles to prevent excessive sloshing of the oil. This could result in emulsification of the oil. Oil from the gears drains directly to the sump; and oil from the turbine bearings is collected and drained to the sump tank at a point remote from the service pump suction connection.
The lube oil piping may be divided into two systems: first, the service system including lube oil to the turbine, gears and governor; and second, the purifying and storage system.
Main Lube Oil System, lower level
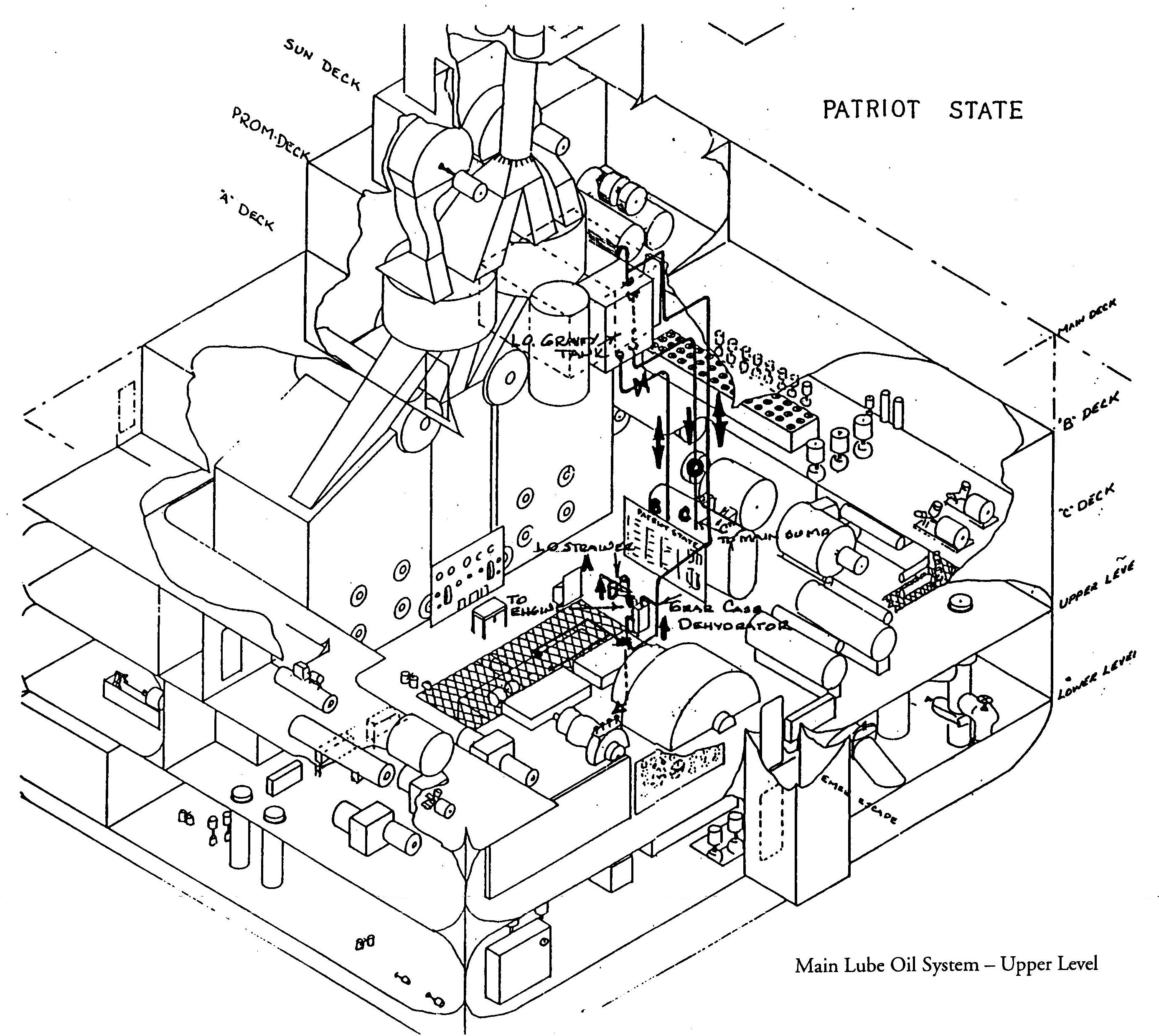
Main Lube Oil System, upper level
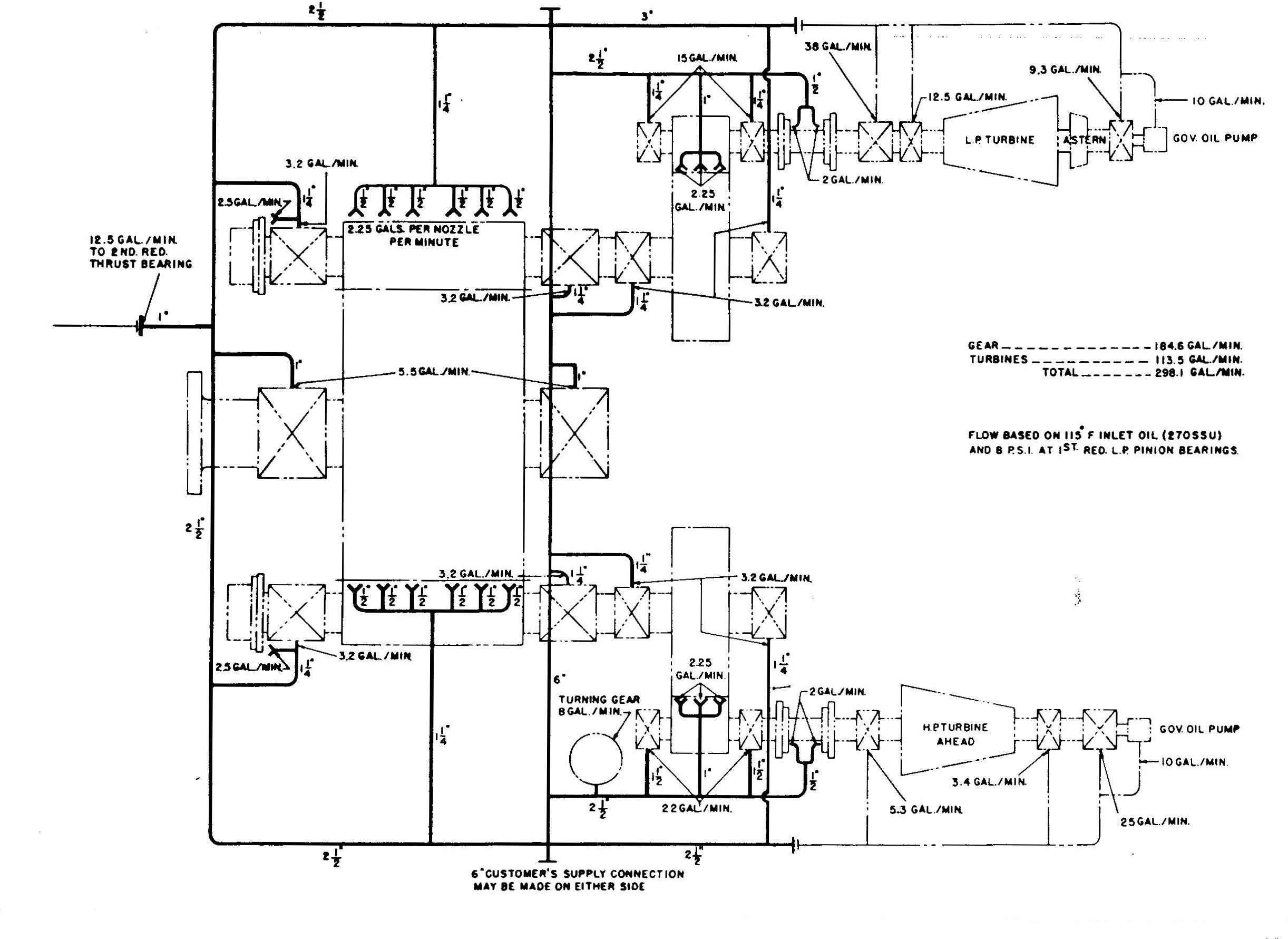
Lube Oil Flow to Bearing and Gears
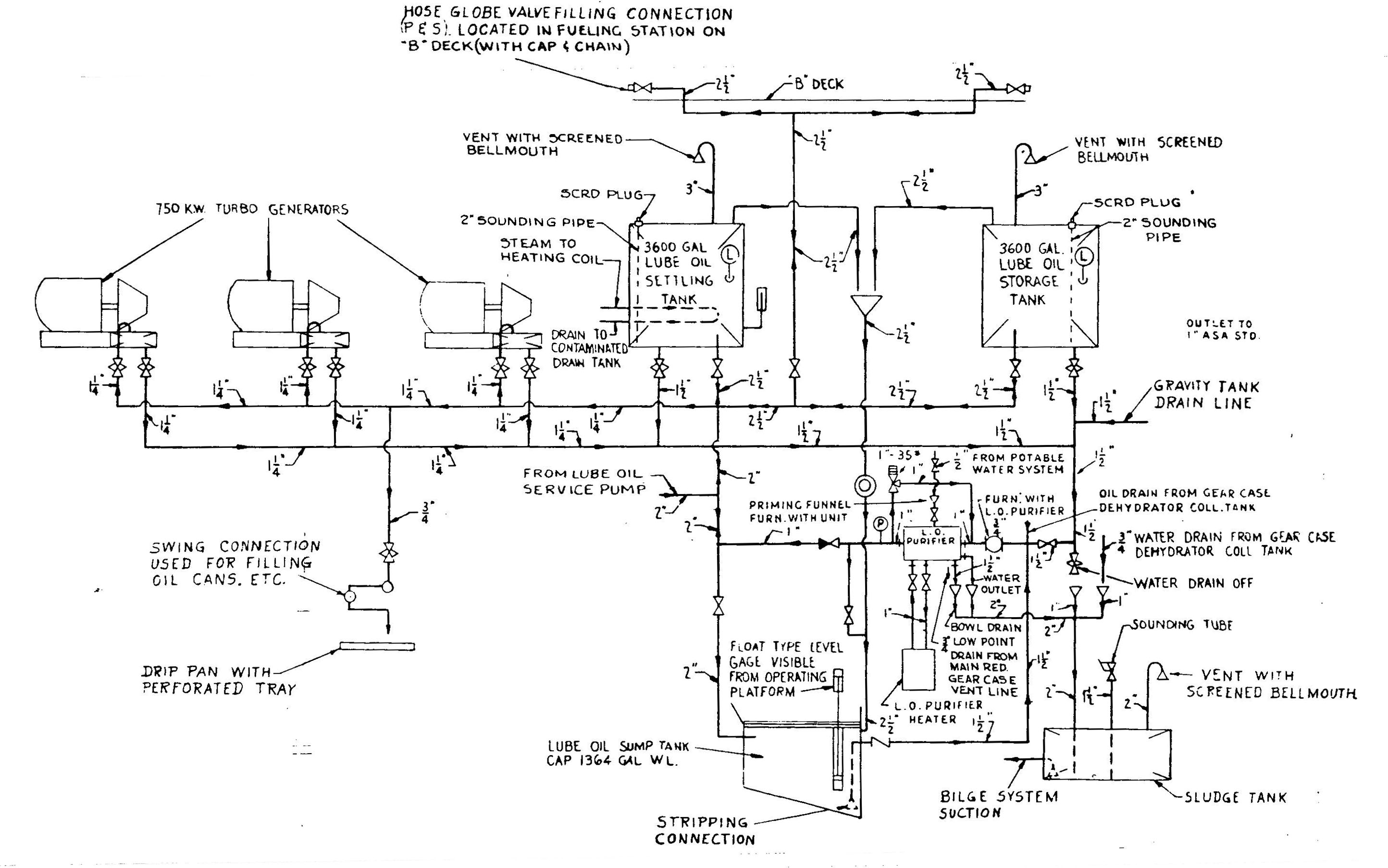
Lube Oil Transfer System
The purifier aboard the Patriot State is a bowl type purifier, manufactured by DeLaval. Its purpose is to purify the lube oil in the system. This means to separate the water and sediment out of the oil. Purification is accomplished when the purifier bowl spins at a high rate (7500 RPM). The rotation creates a large centrifugal force on the oil. Heavier material such as water and sediment in the oil is thrown outward to the sides of the bowl. The oil, now clean, remains in the center of the bowl where it is drawn off for further use in the lube oil system.
The purifier is capable of delivering 350 g.p.h. of clean oil to the settling tank, storage tank or sump tank, while water and sludge are drained to the sludge tank. 3.
Design and operation of the lube oil purifier is discussed in the Auxiliary Machinery chapter.
Moisture in the air surrounding the reductions gears is undesirable for several reasons. Lubricating oils oxidize in the presence of air and water. Oxidized oil forms insoluble products which may settle out in the coolers, strainers, sumps, etc., and form a sludge which reduces heat transfer in coolers and may even block oil flow to bearings. Moisture in the air also condenses out on cold metal surfaces, promoting rust and contaminating the oil with water and rust. Water and oil churned up by the gears becomes emulsified, and bearings cannot be properly lubricated with emulsified oil. Consequently, it is desirable to limit the moisture content of the air in the reduction gear case.
The gear case dehydrator is provided to to condition the air in the gear case by continuously condensing removing moisture-laden air from the gearcase, dehydrating it, and returning dry air.
A flow diagram of the gear case dehydrator is shown below.
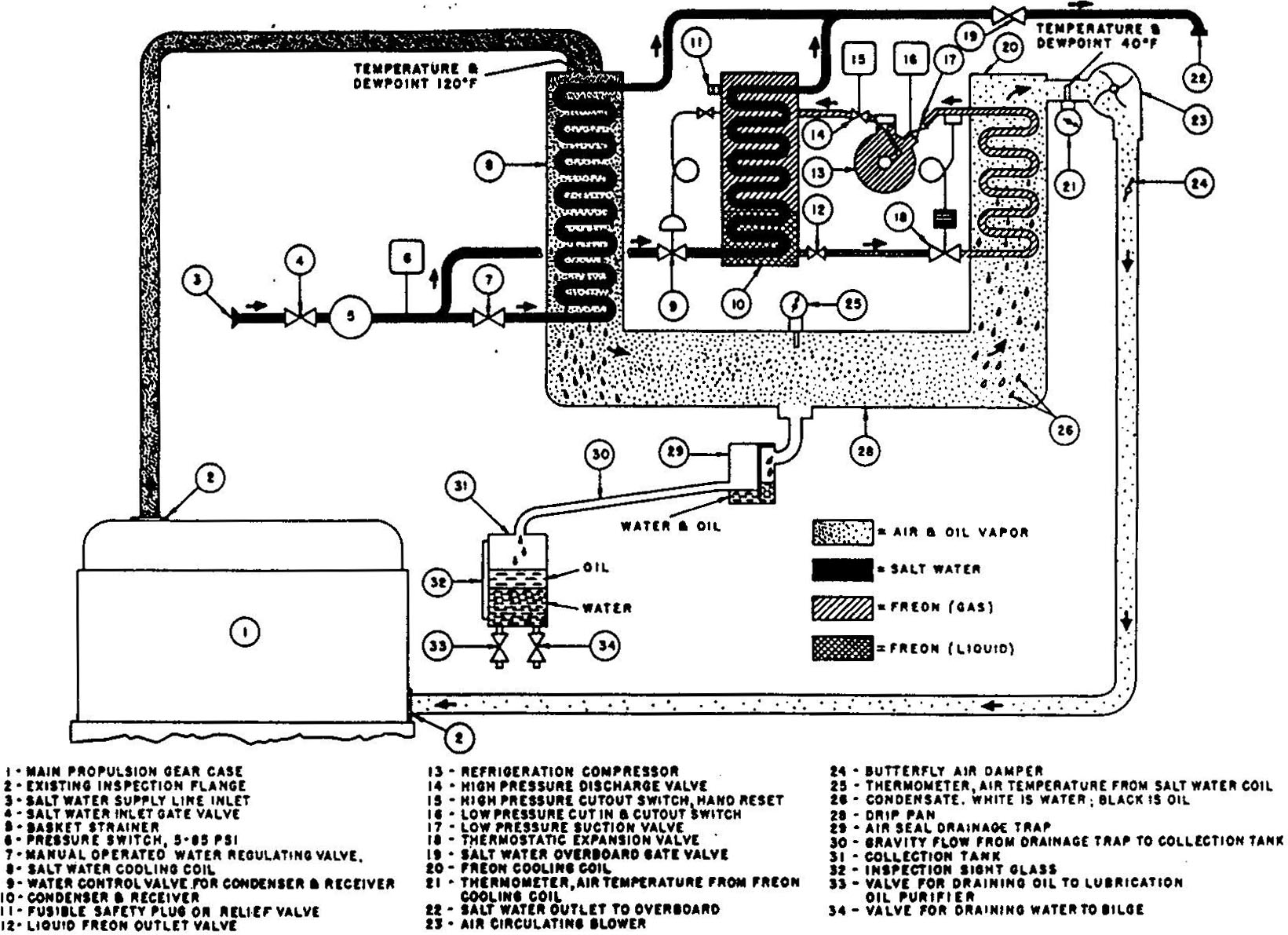
Gear Case Dehydrator
Direct comments to William Haynes whaynes@maritime.edu
Mon, Jul 1, 1996
TSPS Engineering Manual ©1995 Massachusetts Maritime Academy